|
|
|
东莞焊工培训-东莞焊工培训电弧焊:
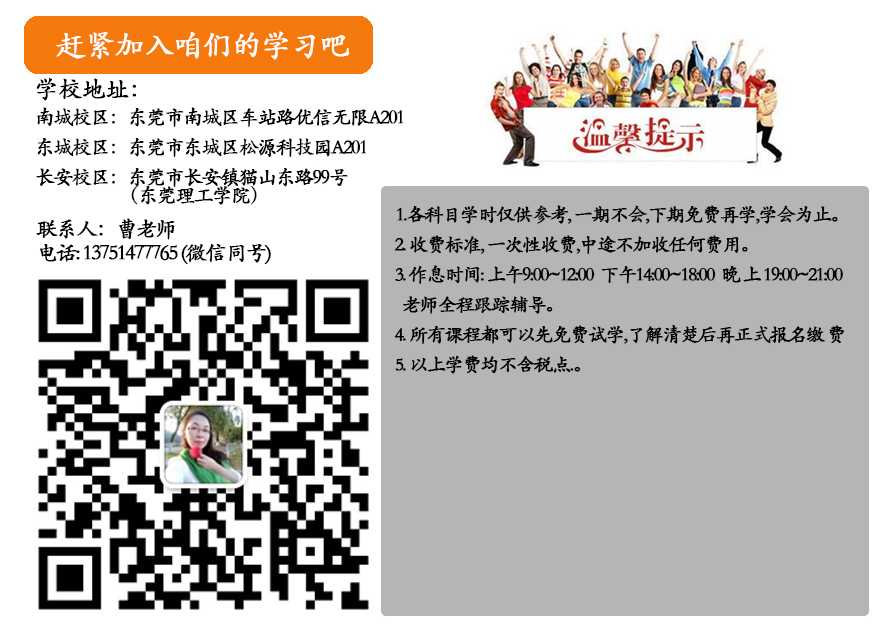
1.1 焊条电弧焊 焊条电弧焊(简称手弧焊),是利用手工操纵焊条,进行焊接的电弧焊方法。操作时,焊条和焊件分别作为两个电极利用焊条和焊件之间产生的电弧热量,来熔化焊件金属,冷却后形成焊缝。
焊条电弧焊的设备简单,操作方便、灵活,适用于各种条件下的焊接,特别适用于结构形状复杂、焊缝短小、弯曲或各种不同空间位置的焊接。因此,当前焊条电弧焊仍然是各行业焊接领域应用最广泛的焊接方法。 由于焊条电弧焊操作位置变化很多,掌握操作技能难度较大,而焊接质量在很大程度上又决定于焊工操作技能的熟练程度,所以焊工必须注意理论联系实际、勤学苦练,在反复练习过程中,逐步掌握焊条电弧焊的操作技术。
1.1.1 焊接的引弧、起头、运条、连接和收尾 (1)引弧 东莞焊工培训技术: 焊条电弧焊时,引燃焊接电弧的过程,称为引弧。常用的引弧方法有划擦法引弧和直击法引弧两种,如图1-1所示。 ①划擦法先将焊条前端对准焊件,然后将手腕扭转下,使焊条在焊件表面上轻微划擦一下,提起焊条2~4mm即在空气中产生电弧。引弧后,使电弧长度不超过焊条直径。
②直击法 先将焊条前端对准焊件,然后将手腕下弯使焊条轻微碰一下焊件,再迅速将焊条抬起2~4mm即产生电弧,引弧后,手腕放平, 使电弧保持在与所用焊条直径相适应的范围内,初学这种引弧方法时,因手腕动作不灵活,会感不容易掌握。 |
 |
|
不论采用哪种方法引弧,都应注意以下几点: ①引弧处应无油污、锈斑,以免影响导电和使熔池产生氧化物,导致焊缝产生气孔和夹渣。 ②为便于引弧,焊条端部应裸露焊条芯,若引弧时焊条芯没有裸露,可用锉刀轻锉,不可用力敲击,以防止药皮脱落,造成保护不良。 ③焊条与焊件接触后,焊条抬起的时间要适当:太快,气体电离较差,难以形成稳定的电弧;太慢时,则焊条与焊件粘在一起,造成短路,时间过长会烧坏焊机。引弧时,如果焊条不能脱离焊件,应该立即将焊条与焊钳脱离开,待焊条冷却后,再用手取下焊条。
④重新引弧时,要注意夹持好焊条,重复上述动作。 引弧的质量主要用引弧的熟练程度来衡量:在规定的时间内,引燃电弧的成功次数越多,引弧的位置越准确,说明引弧的操作技能越熟练。
2)焊道的起头 东莞焊工培训手法: 起头是指刚开始焊接的阶段,在一般情况下,这部分焊道略高些,焊缝质量也难以保证,因为,焊件在没进行焊接之前温度较低,而引弧后又不能迅速使焊件温度升高,所以起焊点部分的熔深较浅;对焊条来说,在引燃电弧后的2s内,由于焊条药皮未形成大量的保护气体,最先熔化的熔滴几乎是在无保护气氛的情况下过渡到熔池中去的。这种保护不好的熔滴中,含有较多气体。如果这些熔滴在施焊中得不到二次熔化,其内部气体就会残留在焊缝中形成气孔。为了避免上述现象,可在引弧后,先将电弧稍微拉长使电弧对焊件端头有预热作用,然后适当缩短电弧进行正式焊接。 为减少气孔,可将前几滴熔滴甩掉。操作中的方法是采用跳弧法,即电弧有规律地瞬时离开熔池,把熔滴甩掉,但焊接电弧并未中断;另一种是间接法,采用引弧板引弧,即在焊前装配一块引弧板,如图1-2所示,从这块板上引弧,焊完后再割掉。 |
 |
|
(3)运条 东莞焊工培训焊接阶段: 在正常焊接阶段,焊条一般有三个基本运动,即沿焊条中心线向熔池送进、沿焊接方向移动和横向摆动(薄板平焊时可不摆动)。 ①沿焊条中心线向熔池送进,既是为了向熔池添加填充金属,也是为了在焊条熔化后,继续保持一定的电弧长度。因焊条的送进速度应与熔化速度相同,否则,会发生断弧或焊条粘在焊件上的现象。电弧长度通常为2~4mm,碱性焊条比酸性焊条的电弧要短些。 ②焊条沿焊接方向移动,目的是控制焊道的成形。若焊条移动速度太慢,焊道就会过高、过宽,外形不整齐;焊件较薄时,甚至会烧穿,若焊条移动速度太快,则焊条和焊件熔化不均匀,造成焊道较窄或未焊透等缺陷。焊条沿焊接方向移动的速度,由焊接电流、焊条直径以及接头的形式来决定。 ③焊条横向摆动,是为了对焊件输入足够的热量、排渣和排气等需要,并获得一定宽度的焊缝或焊道。其摆动范围根据焊件厚度、坡口形式、焊道层次和焊条直径来决定。 上述三个基本运动组成焊条有规则的运动,焊工可根据焊接位置、接头形式、焊条直径与性能、焊接电流大小以及操作技术的熟练程度等因素来掌握。 (4)焊道的连接 东莞焊工培训连接方式: 在操作时,由于受焊条长度的限制或操作姿势的变换,一根焊条往往不可能完成一条焊缝,因此,出现了焊道前后两段的连接问题。焊道的连接一般有以下几种方式(图1-3)。 |
 |
|
①图1-3(a)所示接头方式使用最多,接头的方法是在先焊焊道弧坑稍前处(约10mm)引弧。电弧长度比正常焊接时略微长些(碱性焊条不必加长,否则容易产生气孔)。然后将电弧移到原弧坑的2/3处,填满弧坑后,再向前进入正常施焊,如图1-4所示。 |
 |
|
如果电弧后移太多,可能造成接头过高;后移太少,将造成接头脱节,产生弧坑、未填满缺陷,接头时,更换焊条的动作越快越好,因为在熔池尚未冷却时进行接头,不仅能保证质,而且焊道外表面成形美观。
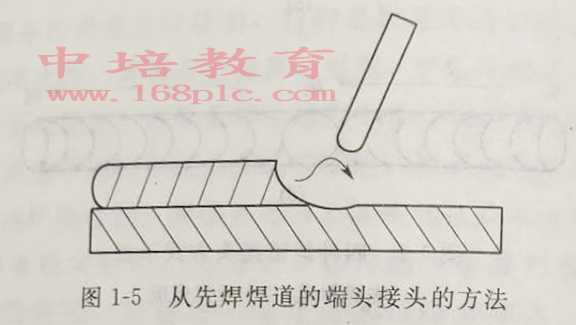
②图13(b)所示接头方式,要求先焊焊道的起头处应略低些,接头时,在先焊焊道的起头处稍前一点引弧,并拉长电弧,将电弧引向先焊焊道的起头处,并要覆盖端头,待起头处焊道平滑后,再向先焊焊道相反的方向移动,如图1-5所示。 |
 |
|
③图1-3(c)所示接头方式,后焊道从接口的另一端引弧,焊到先焊焊道的结尾处,焊接速度略慢些,以填满焊道的弧坑,然后以较快的速度再向前焊一小段,熄灭电弧,如图1-6所示。 |
 |
|
④图1-3(d)所示接头方式,是后焊焊道的结尾与先焊焊道的起头相连接,要利用结尾时的高温,熔化先焊焊道的起头处,将焊道焊平后,快速收弧。
(5)焊道的收尾 东莞焊工培训电弧收尾: 是指一条焊道结束时如何收尾。无经验者,收尾时即拉断电弧,这样会形成焊件表面弧坑,并容易造成应力集中而导致弧坑裂纹。所以,收尾动作不仅是熄灭电弧,还要填满弧坑般收尾动作有以下几种。 ①划圈收尾法焊条移至焊道终点时,做圆圈运动,直到填满弧坑,再拉断电弧,如图1-7所示。
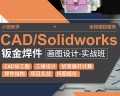
②反复灭弧收尾法焊条移至焊道终点时,在弧坑做数次反复熄弧-引弧动作,直到填满弧坑为止,如图1-8所示。 |
|
以上就是东莞焊工培训电弧焊课程的全部内容介绍,如需了解更多的SOLIDWORKS培训,CAD,PROE,电工焊工,PLC培训班、课程、价格、试听等信息,也可以点击进入PLC培训相关频道,定制专属课程,开始您的学习之旅。 |
|
③回焊收尾法 东莞焊工培训高级技巧:
焊条移至焊道收尾处即停止,但未熄灭电弧,此时适当改变焊条角度,焊条由位置1转到位置2,待填满弧坑后再转到位置3处,然后慢慢拉断电弧,如图1-9所示。
|
|
东莞市中培教育,专业的职业技能培训学校,开设有以下课程:
扫描二维码,申请免费视听及免费资料,或者点击东莞焊工培训,查找课程的详细内容。 |
 |