|
|
|
东莞PLC培训实例课程讲解: 东莞西门子PLC编程培训案例讲解-加工中心刀具库编程控制: |
|
实例:加工中心刀具库的控制 |
|
一、控制要求 加工中心圆形刀具库用于自动加工机床的换刀,在刀具库架上放有7种刀具,7种刀具分别放在1~7号位置,每个刀具位置有一个检测位置的接近开关,分别为SQ1-SQ7; 用7个按钮SB1~SB7分别选择1~7号刀具; 0号换刀位检测接近开关为SQ0。当选择某把刀具时,按下对应的按钮,相应的指示灯点亮,同时圆形刀具库选择最近的距离方向旋转,将刀具送到0号换刀位,到0号换刀位换刀指示灯点亮,停留30s (进行换刀),之后返回到原位,选择换刀指示灯熄灭。 |
|
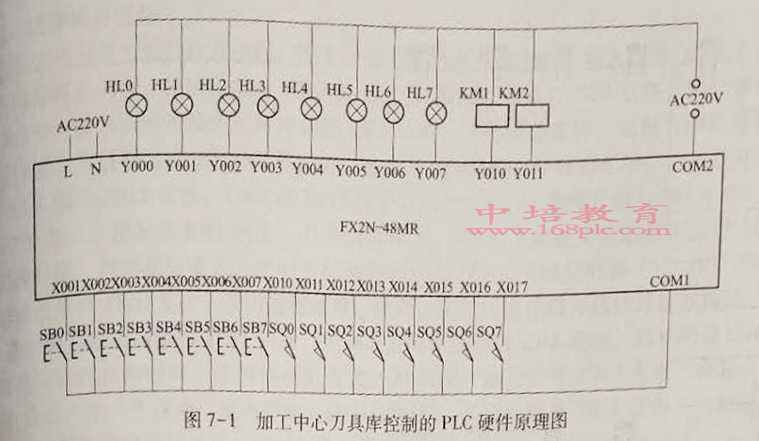
二、硬件电路设计 东莞西门子三菱PLC编程培训要求如下: 根据控制要求列出所用的输人输出点,并为其分配相应的地址,其I/O分配表见表7-1。 |
|
|
|
根据表7-1和控制要求设计PLC的硬件原理图,如图7-1所示。其中COM1为PLC输入信号的公共端,COM2为输出信号的公共端。 |
|
三、编程思想 刀具库选择最近的距离方向旋转将刀具送到0号换刀位,可按选择1~4号刀具时刀具圆盘正转,选择5~7号刀具时刀具圆盘反转的原则编程;使用刀具的位置信号来控制转盘的停止,编程中如选择1号刀具时,刀具圆盘应正转,当刀具圆盘转到0号位时,接近开关的磁钢应转到7号位,使接近开关SQ7动作;如选择7号刀具,刀具圆盘应反转,当刀具圆盘转到0号位时,接近开关的磁钢应转到1号位,使接近开关SQ1动作;因此选择1~7号刀具对应停止位置为7~1号刀具位置。东莞西门子三菱PLC培训原理图如下: |
|
|
|
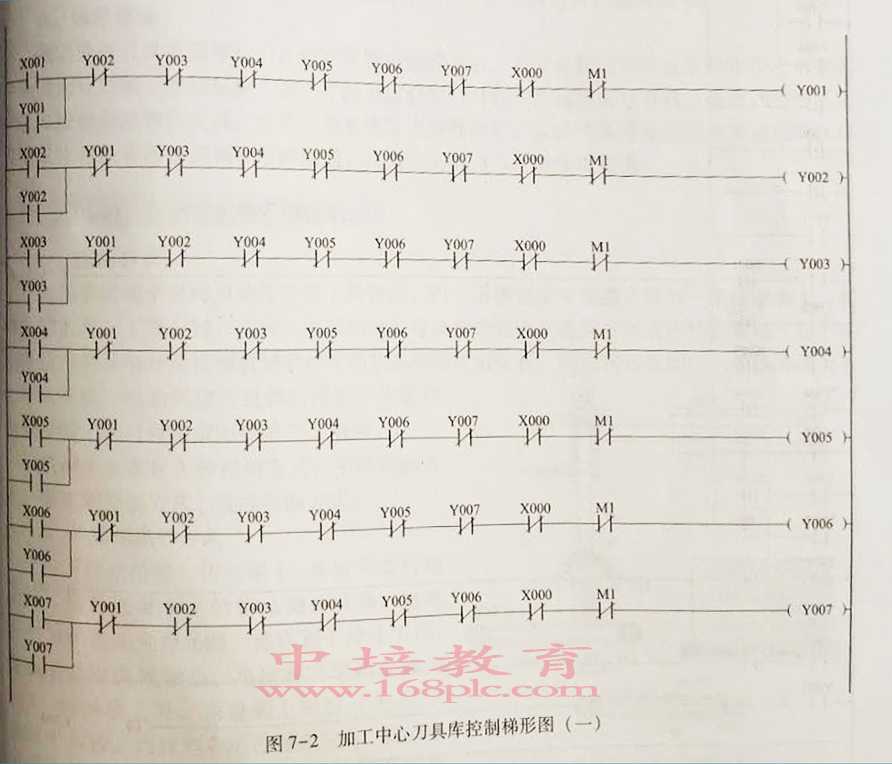
四,控制程序的设计 根据控制要求设计程序,如图7-2所示。 |
|
|
|
|
|
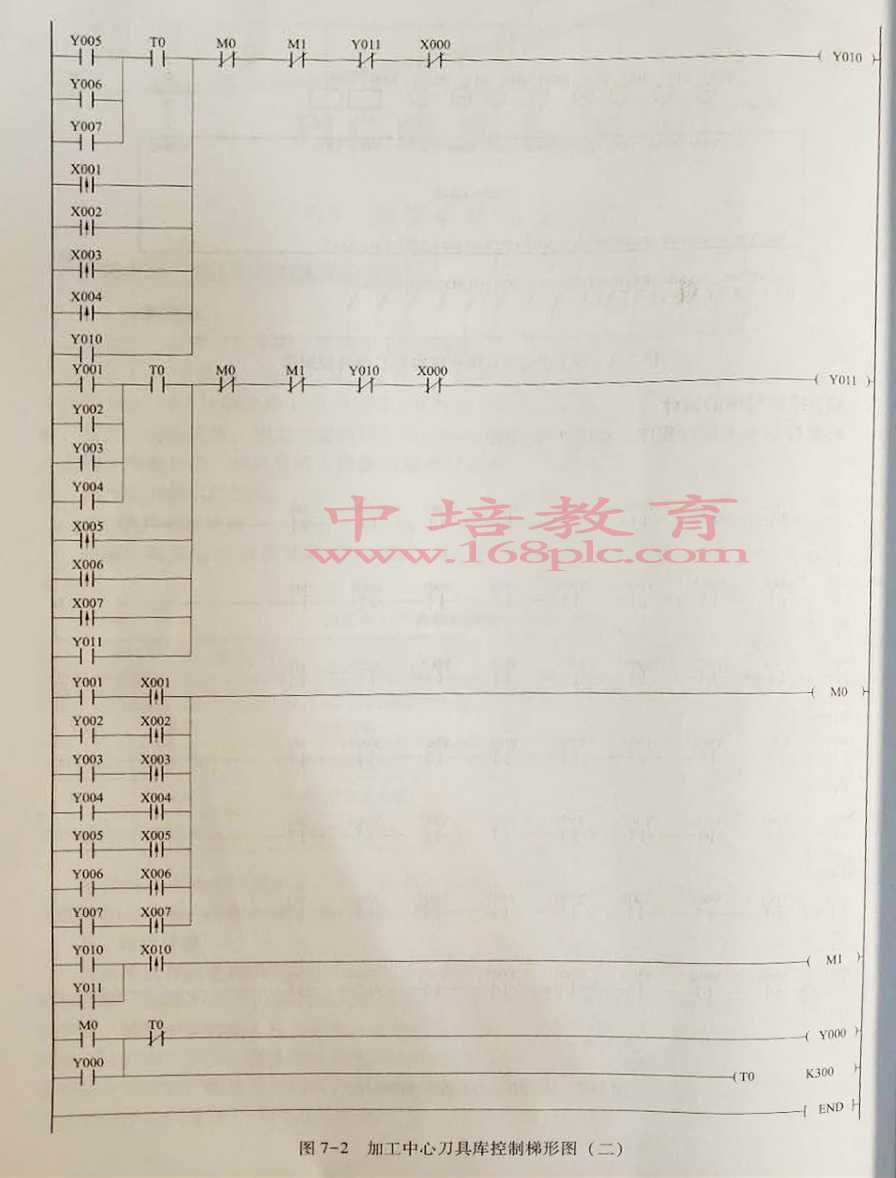
五、程序执行过程 以取3号刀具为例分析其过程:按下3号刀具选择按钮SB3,输人信号X003有效,其对应的内部接点闭合,使输出信号Y002为ON,控制对应信号灯HL2点亮,同时输出信号 Y010为ON,控制圆形刀具库正转接触器KM1通电,刀具圆盘正转,以最近的距离旋转接近换刀位置。当圆形刀具库转到0号位时,接近开关的磁钢正好转到5号位,接近开关SQ5动作,输人信号X015有效,Y003和X015动合触点同时闭合,使停止信号M0为ON,控制输出Y010复位,接触器KM1断电,刀具圆盘停止。M0动合触点又控制输出信号Y000接通并实现自锁,控制系统换刀,同时点亮换刀指示灯HLO;同时定时器TO工作,延时30s后,将输出信号Y00O复位,换刀过程结束。此时,由于所选择的刀具信号尚未清除,定时器TO动合触点将输出信号Y011接通,控制刀具反转接触器KM2通电,刀具圆盘反转,当刀具圆盘反转到0号位时,磁钢使接近开SQO动作,输人信号X010有效,在输人信号X010上升沿产生个脉冲,使内部继电器M1为0N,将输出信号YO11复位,接触器KM2断电,刀具圆盘回到原位停止,同时将取刀具登记信号断开。东莞西门子三菱PLC编程培训编程程序设计如下: |
|
当需要停止时,按下停止按钮SB0.输人信号x000有效,将输出信号Y010或Y011复位,接触器KMI或KM2断电,刀具圆盘停止工作,同时将刀具的选择信号复位。 |
|
六、编程体会 确定选择刀具的编号与刀具停止位置对应的关系,对编程起到至关重要的作用:本实例中选刀信号增加了连锁保护,在一个换刀过程中,只有一个选择信号有效,避免同时按下两个选刀按钮引起操作失误。另外,当系统发生意外停止,刀具转盘停止的位置是随机的。再启动工作时没有考虑回到原位的问题,在实际应用时应加以考虑。东莞西门子三菱PLC培训机构提醒大家。 |
|
东莞中培教育是专业的东莞三菱PLC培训,西门子PLC培训,CAD培训,Solidworks培训 ,ProE培训, 电工,焊工,工业机器人培训学校.开设以下课程: |
|
|
|
想了解更多中培的PLC课程,请点击登录:东莞PLC培训网站. |
|
加微信领取课程及优惠名额: |
|
|
|
|

培训课程: