|
|
|
东莞PLC培训班-东莞PLC培训班讲解传送带机械手的控制: 东莞PLC培训机构经典案例分析如下: |
|
实例:传送带机械手的控制。 一、控制要求。东莞PLC培训班要求: 传送带机械手是将自动生产线上的物品,由一条传送带上的搬运到另一条传送到上。机械手的上升、下降左转、右转、夹紧和放松等动作分别由电磁阀控制液压传动系统工作,并用限位开关及电开关检测机械手动作的状态和物品的位置。两条传送带均由三相鼠笼型异步 电动机驱动,电动机应有过载的保护。传送带机械手的工作过程示意图如图7-3所示。 机械手要求有3种控制方式:手动控制方式,单周期控制方式、连续控制方式。 1.单循环操作方式:东莞PLC培训班单循环技术: 按下启动按钮,传送带1、传送带2启动运行,当传送带1上的物品到达前端,光电开关SQ1检测到物品时,传送到1停止作;机械手手指夹紧物品,当碰到夹紧限位开关SQ2,机械手上升,当碰到上限位开关SQ3,机械手右转,当碰到右限位开关SQ6,机械手下降,当碰到下限位开关SQ4,机械手指放松,物品由传送带1上移动到传送带2上,当碰到放松限位开关SQ7,机械手上升,当碰到上限位开关SQ3,机械手左转,当碰到左限位开关SQ5,机械手下降。当下限位和左限位同时满足时,单循环操作完成,机械手回到原点。
2.自动操方式: 将开关选择自动挡时,按下启动按钮SB1,机械手工作过程和上述相同,当机械手回到原位时,由于SQ4、SQ5接通所以开始下一个循环。 3.手动操作方式: 手动操作方式,机械手的各个动作都是点动控制的,每按一次按钮,机械手执行一个动作。 |
|
二、硬件电路设计 根据控制要求列出所用的输入/输出点,并为其分配相应的地址,其I/O分配表见表7-2 |
|
|
|
根据表7-2和控制要求设计PLC的硬件原理图,如图7-4所示。其中COM1为PLC输入信号的公共端,COM2为输出信号的公共端。 三、编程思想: 传送带机械手是一个典型的顺序控制过程,与第3章的机械手控制过程类似,但可以采用不同方法编程,本实例可采用移位寄存器指令实现循环工作,采用跳转指令实现选择不同的工作方式。
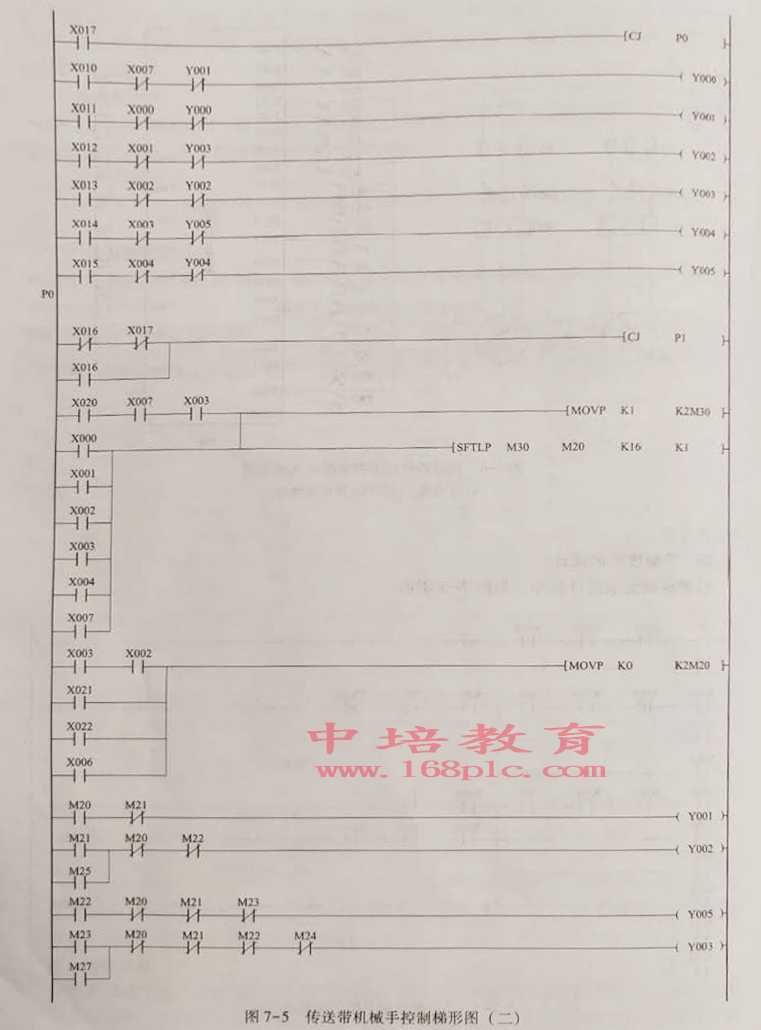
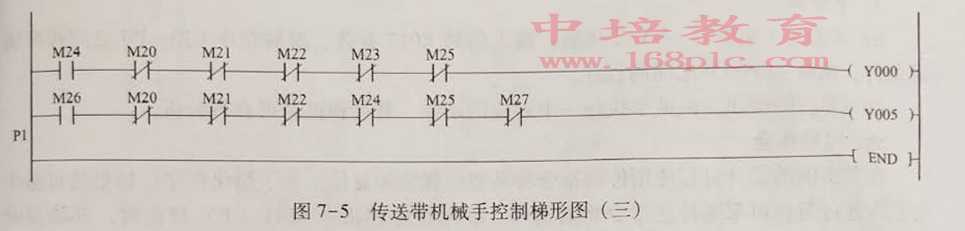
四、控制程序的设计: 根据控制要求设计程序,如图7-5所示。
|
|
五、程序执行过: 1.单循环操作方式. 当开关SA在中间位置时SA-1和SA-2都不接通,跳转指令CJ1-P1之间程序满足条件,执行CJ1-P1之间的程序。
按下启动按钮SB1,输入信号X005有效,接点接通,输出信号Y006和Y007为ON,线圈KM1、KM2通电,传送带1、传送带2启动运行,当传送带1上的物品到达传送带1前端,光电开关SQ1检测到物品时,输人信号X020有效,SQ1动断触点断开,使输出信号Y006为0FF,传送带1停止; |
|
若在30之内光电开关SQ1检测不到物品时,输出信号Y006和Y007自动断开,传送带停止工作。当输入信号X020有效,同时机械手位于原位(停在最左边,手指放松)此时输入信号X004和X007有效,将常数1送入寄存器K2M30,作为位左移指令源操作数的数据;同时使位左移指令SFTLP的移位,使中间继电器M20为ON,控制输出信号Y001为0N,电磁阀线圈YV2通电,机械手指夹紧; 当碰到夹紧限位开关SQ2,输入信号X000有效,同时使位左移指令SFTLP的移位,使中间继电器M21为0N,控制输出信号Y002为ON,电磁阀线圈YV3通电,机械手上升;当碰到上限位开关SQ3,输入信号X001有效,同时使位左移指令SFTLP的移位,使中间继电器M22为ON,控制输出信号Y005为0N,线圈YV6通电,机械手右转; 东莞PLC培训班提示如下:
当碰到右限位开关SQ6,输入信号X004有效,同时使位左移指令SFTLP的移位,使中间继电器M23为0N,控制输出信号Y003为ON,线圈YV4通电,机械手下降;当碰到下限位开关SQ4,输入信号X003有效,同时使位左移指令SFTLP的移位,使中间继电器M24为ON,控制输出信号Y000为ON,线圈YV1通电,机械手指放松; 当碰到放松限位开关SQ7,输入信号X007有效,同时使位左移指令SFTLP的移位,使中间继电器M25为ON,控制输出信号Y002为ON,线圈YV3通电,机械手上升;当碰到上限位开关SQ3,输人信号X001有效,同时使位移位指令SFTLP的移位,使中间继电器M26为ON,控制输出信号Y004为ON,线圈YV5通电,机械手左转; 东莞PLC培训班总结: 当碰到左限位开关SQ5,输入信号X003有效,同时使位左移指令SFTLP的移位,使中间继电器M27为0N,控制输出信号Y003为ON,线圈YV4通电,机械手下降。当下限位和左限位同时满足时,输入信号X002和X003同时有效,将常数0送入寄存器K2M20中,将中间继电器M20-M27复位。单循环操作完成,机械手回到原点。 2.自动操作方式: 东莞PLC培训班操作规范: SA开关在自动挡时,SA-1接通,输入信号X016有效,跳转指令CJ1-P1之间程序满足条件,执行CJ1-P1之间的程序。按下启动按钮SB1,输入信号X005有效,机械手工作过程和上述相同,当机械手回到原位时,由于SQ4、SQ5接通使输出信号Y006和Y007为0N.传送带重新启动,又开始下一个循环. 3.手动操作方式. SA开关在手动挡时,SA-2接通,输入信号X017有效,跳转指令CJ0-P0之间程序足条件,执行CJ0-P0之间的程序。
按下相应的按钮,机械手执行一个对应的动作,其过程读者可自行分析。
以上就是东莞PLC培训班-东莞PLC培训班讲解传送带机械手的控制课程的全部内容介绍,如需了解更多的东莞SOLIDWORKS培训,CAD培训,PROE,电工焊工培训,PLC培训班、课程、价格、试听等信息,也可以点击进入PLC培训相关频道,定制专属的PLC培训课程,开始您的学习之旅。 东莞市中培教育,专业的职业技能培训学校,开设有以下课程:
扫描二维码,申请免费视听及免费资料,或者点击东莞PLC培训,查找课程的详细内容。
|
|
六、编程体会. 在本实例的设计过程使用传送指令将某些位置位和复位,为了简化程序。如果是对整寄存器进行复位可采用传送指令将其清零。使用位左移指令SFTL(P)移位时,其移位时脉冲输入就可以不使用上升沿脉冲信号。另外考虑到开关的操作旋钮的位置选择本身的就是唯一的,在手动与自动的程序中没有加联锁保护。 |
|
|

培训课程: