|
东城焊工培训班_东城焊工培训埋弧焊坡口的形式与尺寸: 东城焊工培训班哪里有? 焊工培训费用多少? 答:东莞中培教育常年开设焊工培训、电工培训、PLC编程培训、工业机器人培训、CREO培训、CAE培训等课程.18年的办学经验,在东莞32个镇区均设有分校, 方便学员就近报名学习。学校交通便利,环境优美. 焊工培训内容包括焊工实用理论及实际操作技术进行。为保证培训质量,本校聘请了焊工行业高级技师进行授课,老师有着丰富的教学经验和成果,授课老师结合自己多年的从业经验为学员详细讲解实际操作中需注意的问题及处理方法,培养学员的安全意识和操作技能。
通过理论与实操相结合的方式,帮助员工学会从事焊接与切割作业的基本操作知识与技巧。同时,通过事故案例、政策法规、工作中安全注意事项等多方面的详细讲解,以及对机械设备操作、安全用电等方面提出了具体要求,宣扬“安全第一,预防为主”的安全理念,给学员敲响安全警钟。 东城焊工培训埋弧焊坡口的形式与尺寸:
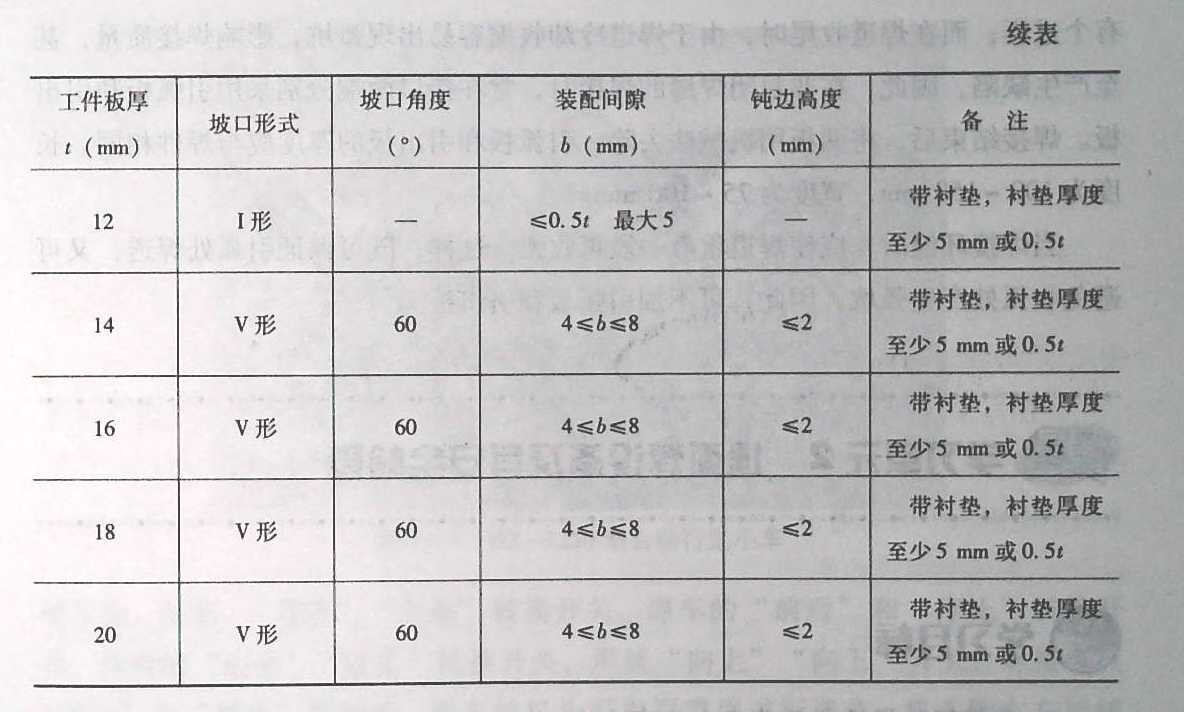
三、埋弧焊焊接坡口的基本形式和尺寸 埋弧自动焊由于使用的焊接电流较大,对于12 mm以下的板材,可以不开坡口,采用双面焊接,达到全焊透的要求;厚度在12-20 mm的板材,为了达到全焊透,在单面焊后,焊件背面应清根,再进行焊接。埋弧自动焊双面焊焊接参数见表5—1。
对于厚度较大的板材,应开坡口进行焊接,坡口形式与焊条电弧焊相同。但由于埋弧焊的特点,坡口应开在较厚的钝边,以免烧穿。埋弧焊焊接接头的基本形式与尺寸,应符合国家标准(GB/T 985.2—2008《埋弧焊的推荐坡口》)的规定。 埋弧焊常见板厚的坡口形式及装配间隙见表5—2。
四、埋弧焊的引弧和收弧 1.引弧 按下启动按钮,引燃电弧。焊接小车沿试板间隙走动,开始焊接。此时,要注意观察控制盘上的电流表与电压表,检查焊接电流和焊接电压与工艺规定的参数是否相符。如果不相符应迅速调整相应的旋钮,至参数符合规定为止。在整个焊接过程中,焊工都要注意监视电流表、电压表和焊接情况,观察小车行走速度是否均匀,焊机头上的电缆是否妨碍小车移动,焊剂是否足够,漏出的焊剂是否能埋住焊接区,焊接过程的声音是否正常等。观察工作要直到焊接电弧走到引出板中部,估计焊接熔池已经全部到了引出板为止。 2. 收弧 当熔池全部到了引出板上以后,准备收弧。收弧时,要特别注意,分两步按停止按钮。先按下一半,焊接小车停止前进,但电弧仍在燃烧,熔化的焊丝用来填满弧坑。若按得时间太短,则填不满弧坑;若按得时间太长,则弧坑填得太高。按按钮时间长短要恰到好处,这必须不断地总结经验才能掌握。估计弧坑已经填满后,应立即将停止按钮按到底。
3. 引弧板和引出板的装配要求 埋弧焊时,由于在焊接起始阶段焊接参数的稳定和使焊道熔深达到要求,需要有个过程;而在焊道收尾时,由于焊道冷却收缩容易出现弧坑,影响焊接质量,甚至产生缺陷、因此,在非封团焊缝的焊接时,常在接口两端分别采用引弧板和引出极。焊接结束后,将两板用机械法去除。引弧板和引出板的厚度应与焊件相同。长度为100-150 mm,宽度为75~100 mm。 当焊接环缝时,应使焊道重叠一段再收弧。这样,既可保证引弧处焊透,又可避免收弧处产生弧坑,因此,可不加引弧板和引出板。
课程东城焊工培训班_东城焊工培训埋弧焊坡口的形式与尺寸由东莞中培教育提供. 点击登录:焊工培训学习了解相关的资讯. |
|
|
|
|

培训课程: