|
万江焊工培训课程_万江学焊工培训氩弧焊设备及其安全检查:
万江焊工培训课程内容:
焊工操作证,对从事焊工行业的人来说是非常重要的。 焊工操作证又叫上岗证,发证机构是安监局颁发,上岗必备证书,没证书不可以从事相关工作。证书带磁卡,全国通用。如果你没有焊工操作证,你就不能上岗工作,即便你是拥有多年的工作经验也是不行。 因此,考一个焊工操作证是非常的重要,只有考取了焊工操作证,工厂才会认可你的本领、技术,所以,想要在东莞从事焊接工作,就要有焊工操作证。 广东信科教育介绍:学员通过培训,让焊工学员完全掌握初级焊工的基础理论知识和操作技能。培训完毕后,焊工能独立完成简单的金属结构的焊接作业,在教学过程中,应注意以理论为基础,注意加强基本技能的训练。 信科教育焊工培训课程内容: 1、焊接与切割基础知识。 2、焊接与切割安全用电。 3、焊接与切割防火防爆发。 4、焊接与切割作业劳动卫生防护。 5、特殊焊接与切割作业安全技术。
万江学焊工培训氩弧焊设备及其安全检查:
学习单元 2:手工钨极氩弧焊设备及其安全检查 学习目标 了解手工钨极氩弧焊设备及其安全检查方法:
知识要求: 一、手工钨极氩弧焊设备: 钨极氩弧焊设备通常由焊接电源、引弧及稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成。对于自动氩弧焊还包括焊接小车行走机构及送丝装置。 手工钨极氩弧焊设备组成如图4-2所示。
1. 焊接电源 (1)电源的外特性 钨极氩弧焊要求采用陡降外特性电源,如图4—3a所示,以减少或排除因弧长变化而引起的焊接电流波动。有些电源为了减少接触引弧时钨棒的烧损,多采用如图4-3b所示的内拖外特性,效果良好。
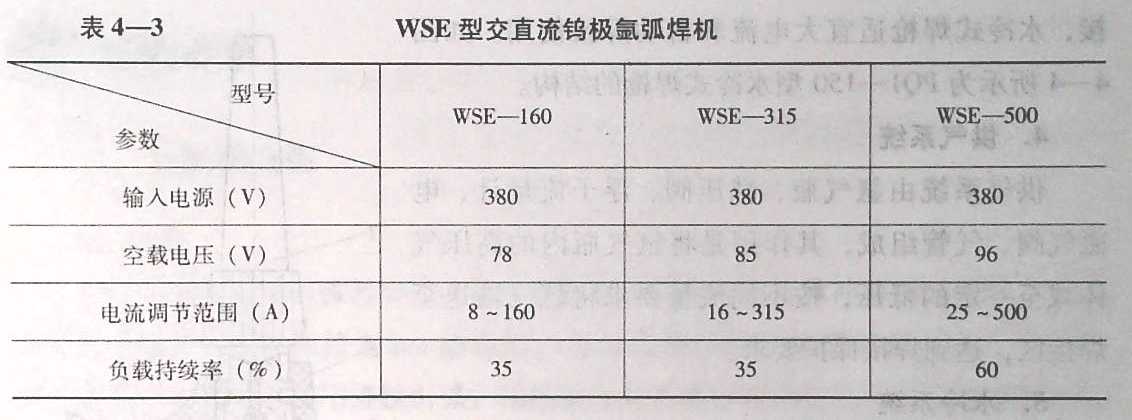
(2)电源种类 作为钨极氩弧焊的电源有直流电源、交流电源、交直流两用电源及脉冲电源这些电源从结构和要求上与一般焊条电弧焊的电源并无多大差别,原则上可以通用,只是要求具有垂直陡降的外特性。 目前使用最为广泛的是晶闸管式弧焊电源,而各种逆变电源具有优良的性能指标及节能效果,今后将会成为主导产品。 (3)常用氩弧焊机型号及性能参数 常用氩弧焊机型号及性能参数见表4-1-表4-3
2.引弧及稳弧装置 (1) 引弧方法 1) 短路引孤。是指依靠钨极和引弧板或者工件之间接触引弧。其缺点是引弧时钨极损耗较大,钨极端部的形状易被破坏,与工件接触引弧也易造成工件夹钨,应尽量少用。 2) 高频引弧。是指利用高频振荡器产生的高频高压(2500~3000 V、150~260 kHz)击穿钨极与工件之间的间隙(3 mm左右)而引燃电弧。 3) 高压脉冲引弧。是指在钨极与工件之间加一高压脉冲(大于等于脉冲幅值800 V),使两极间气体介质电离而引弧。 (2)稳弧方法 交流电弧的稳定性很差,在正极性转换成反极性的瞬间必须采取稳弧措施。 1)高频稳弧。同步采取高频高压稳弧时,可以在稳弧时适当降低高频的强度。 2)高压脉冲稳弧。在电流过零瞬间加上一个高压脉冲。 3)交流矩形波稳弧。利用交流矩形波在过零瞬间有极高的电流变化率,帮助电弧在极性转换时很快地反向引燃。 3. 焊枪 焊枪的作用是夹持钨极,传导焊接电流和输送保护气,它应满足下列要求: (1)保护气流具有良好的流动状态和一定的挺度,以获得可靠的保护。 (2)有良好的导电性能。 (3)确保充分冷却,以保证持久工作。 (4)喷嘴与钨极间绝缘良好。以免喷嘴和焊件接触时产生短路、打弧。 (5)质量轻,结构紧凑,可达性好,装拆及维修方便。 焊枪分为气冷式和水冷式两种,气冷式焊枪用于小电流(小于等于100A)焊接,水冷式焊枪适宜大电流和自动焊接使用。如图4-4所示为PQ1—150型水冷式焊枪的结构。
4.供气系统 供气系统由氧气瓶、减压阀、浮子流量计、电磁气阀、气管组成,其作用是将氩气瓶内的高压气体减至一定的低压,按不同流量要求将氩气输送至焊接区,达到焊接保护要求。 5.水冷系统 当焊接电流大于100 A 时必须用水冷却钨极和焊枪,水流量的大小通过水压开关或手动控制。 6.焊接程序控制装置 焊接程序控制装置可实现焊接过程各程序及焊接参数的可调控制。焊接程序是:提前送气1.5-4s→接通电源一引弧一焊接一停电一滞后停气5-15s焊接结束。
手工氩弧焊设备的安全检查 : 手工钨极氩弧焊设备的安全检查方法如下: 1.检查焊机各电路连接情况,各线连接应牢固,无松脱。 2. 检查焊接设备保护接地或接零是否可靠、完好。 3. 使用水冷系统的焊枪绝缘要良好,不能有漏电现象。 4. 检查钨极端部的形状是否符合要求。 5.检查气瓶瓶阀是否损坏和漏气。 6.检查水路和气路系统接头连接处及管子是否漏水和漏气。
焊工培训课程万江焊工培训课程_万江学焊工培训氩弧焊设备及其安全检查就讲这些, 点击下方链接,学习了解焊工培训课程内容. |
|
|
|
|

培训课程: